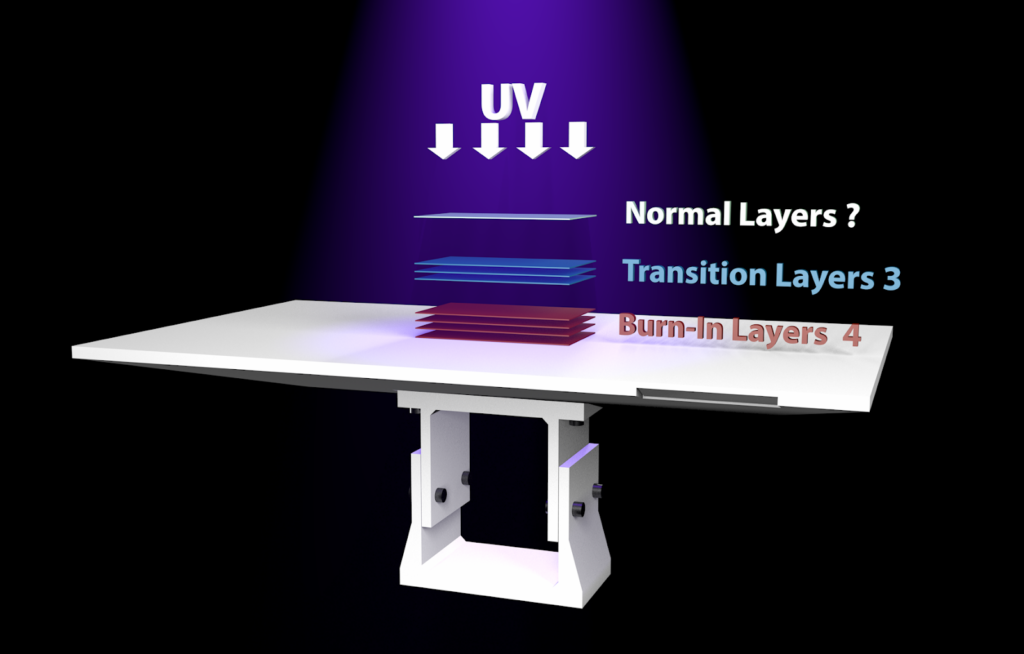
These are the first layers printed and need to be exposed to UV light for much longer than normal layers. This is so the resin will adhere to the build plate during the remainder of the print.
This is so the resin will adhere to the build plate during the remainder of the print.
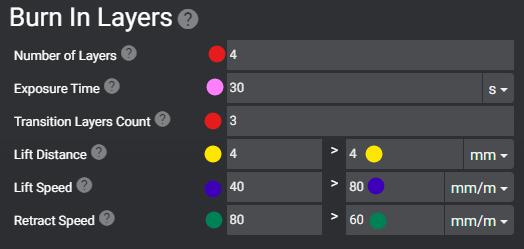
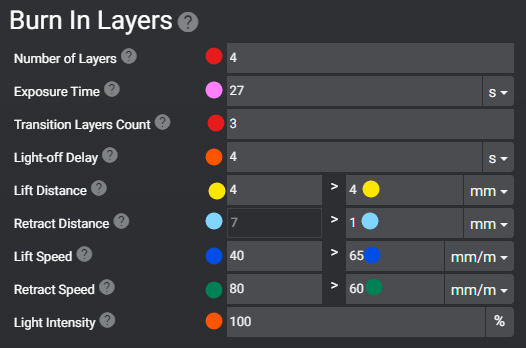
These settings ONLY affect the first layers printed in this example, only the first 4 layers.
Exposure time
For Exposure time, use your resin manufacturer recommended settings. This can always be calibrated later.
- On Burn In Layers, this will directly impact how well the print sticks to the build plate.
- Every resin is different, calibrate this for each resin, printer and layer height.
- Go up or down by 4s till it comes off easily but still holds firm.
- Develop a different burn in Exposure Time for each size of print.
- Small = calibration print or small parts
- Medium = Minis or parts of a larger print
- Large = Terrain or a very large statue
- Using Navy Gray a “Fast Resin” I’ve found my numbers are around:
- 15-24s for small
- 27-34s for medium
- 35-40s for large
Transition Layers
Transition Layers will transition away from the burn in layer settings to the normal layer settings.
Light Off Delay
Your printer may not have a dedicated Light-off Delay for Burn in Layers. If it does not, keep it at 1s.
Lift Distance
Lift Distance Set this to 25% higher for Burn in Layers over Normal Layers. This is because these layers will be the most difficult for your printer to remove from the FEP. The result of larger cross sections and longer burn in time.
Lift Speed
Lift Speed should be slow for burn in layers. No greater than 40mm/m. This is because as stated before, these layers are very difficult to remove from the FEP.
Retract Speed
Retract Speed needs to be set very slow for Burn in Layers. This is because the build plate is trying to push the resin against the LCD under incredible pressure. So much pressure that the frame and arm of your printer will flex and bend.
- If your model is hard to remove from the build plate remove 4s from Exposure Time till they are firm but easy to remove.
- If your models keep falling off the build plate and your exposure is already above the resin manufacturer recommended. Try the following Instead of burning out your LCD light by adding more Exposure time.
- increasing surface area on the build plate by using a larger raft.
- Slowing down your retract speed to 40mm/m or lower.
- If your printer does not have a separate retract speed for burn in layers. Try lowering it down to about 60mm/m.
Last updated on